
What is the die casting
Die casting is a prominent metalworking process used for the production of metal castings. It involves injecting molten metal under high pressure into a precision-machined die cavity to create complex and detailed parts. The molds used in die casting are typically made from hardened tool steel, allowing for the production of parts with exceptional accuracy and repeatability.
Die casting is a preferred method for mass production due to its capability to manufacture high-precision components with intricate details. Many everyday products, such as faucet handles, door knobs, and automotive components, are manufactured using this process. Die casting is known for its ability to produce parts with fine details, textured surfaces, and product names without the need for additional processing.
This process primarily utilizes non-ferrous metals like zinc, copper, aluminum, and magnesium to produce parts. For steel and iron castings, alternative methods such as investment casting and sand casting are commonly employed. Die casting is valued for its efficiency, precision, and suitability for high-volume production, making it a widely used process in various industries.

Main Steps of Die Casting Process
Die making and assembly is the initial stage in the die casting process, involving the preparation and maintenance of the die, which is composed of two halves. Prior to commencing the next part injection, each die half must undergo cleaning to remove any residue from the previous injection, followed by lubrication. Lubrication is essential for enhancing size accuracy, increasing the number of cavities and side-cores, and ensuring smooth operation. Depending on the material used, lubrication may be required after 2 or 3 cycles, rather than after each cycle. Once lubricated, the two die halves are closed and securely clamped inside the die casting machine. Adequate force is applied to keep the die securely closed during the metal injection process. The time needed to close and clamp the die is determined by the specific machine being used, with larger machines requiring more time due to their greater clamping forces. This time can be estimated based on the dry cycle time of the machine.
Injection is a critical phase in the die casting process, involving the transformation of metal from its molten state, maintained at a specific temperature in the furnace, to its injection into the die. The method of transferring the molten metal depends on the type of die casting machine being used, whether it is a hot chamber or cold chamber machine. Once the molten metal is ready, it is injected into the die at high pressures, typically ranging from 1,000 to 20,000 psi. The high-pressure injection forces the molten metal to solidify within the die. The quantity of metal injected into the die is known as the shot. The injection time is determined by the complete filling of all channels and cavities in the die. This time is typically very short, usually less than 0.1 seconds, to prevent premature solidification of any part of the metal. The injection time can be influenced by the thermodynamic properties of the material and the wall thickness of the part. Thicker wall sections will require longer injection times. In the case of cold chamber die casting, additional time is needed for manually ladling the molten metal into the shot chamber.
Cooling is a crucial stage in the die casting process, as it marks the beginning of the solidification of the molten metal injected into the die cavity. The final shape of the casting is formed as the entire cavity is filled and the molten metal solidifies. The die can only be opened once the casting has fully solidified. The cooling time is influenced by various thermodynamic properties of the metal, the maximum wall thickness of the casting, and the complexity of the die. Greater wall thickness and complex die cavity shapes will necessitate longer cooling times due to the additional resistance to the flow of heat. The estimation of cooling time is essential for ensuring the proper solidification and integrity of the casting.
Upon completion of the cooling phase, the die halves are opened, and the casting is ejected from the die cavity using an ejection mechanism. The timing for opening the die can be approximated based on the machine’s dry cycle time, while the ejection time is determined by the size of the casting’s envelope and includes the time required for the casting to be released from the die. As the casting shrinks and adheres to the die during the cooling process, the ejection mechanism must exert force to remove the casting. Once the previous casting is ejected, the die is clamped shut in preparation for the next injection. This process ensures the efficient and continuous production of castings.
After the cooling process, excess material that has solidified in the channels of the die and is attached to the casting needs to be removed. This trimming process can be carried out through manual cutting or sawing, or by using a trimming press. The time required for trimming the excess material is primarily determined by the size of the casting’s outline. Once the trimming is completed, the scrap material can be recycled for use in other die casting production or discarded. Recycled material may need to undergo reconditioning to achieve the proper chemical composition before it can be reintroduced into the die casting process. This ensures efficient utilization of materials and minimizes waste in the die casting production cycle.
Types of Die Casting
The die casting process can be categorized into two main types:
Hot Chamber Die Casting is primarily used for alloys such as zinc, magnesium, or copper. In this process, the injection system is submerged in a pool of molten metal, hence the name “hot chamber.” The furnace is connected to the machine through a feeding system known as a gooseneck. As the cycle commences, the piston retracts, allowing the molten metal to fill the gooseneck from a port in the injection cylinder. Subsequently, as the plunger moves downward, it seals the port and propels the molten metal through the gooseneck and nozzle into the die. Once the metal solidifies, the plunger moves upward, and the die opens to eject the part. This process offers the advantage of a short cycle time and eliminates the need to transport metal from a separate furnace. However, it is only suitable for alloys that do not corrode the injection cylinder.
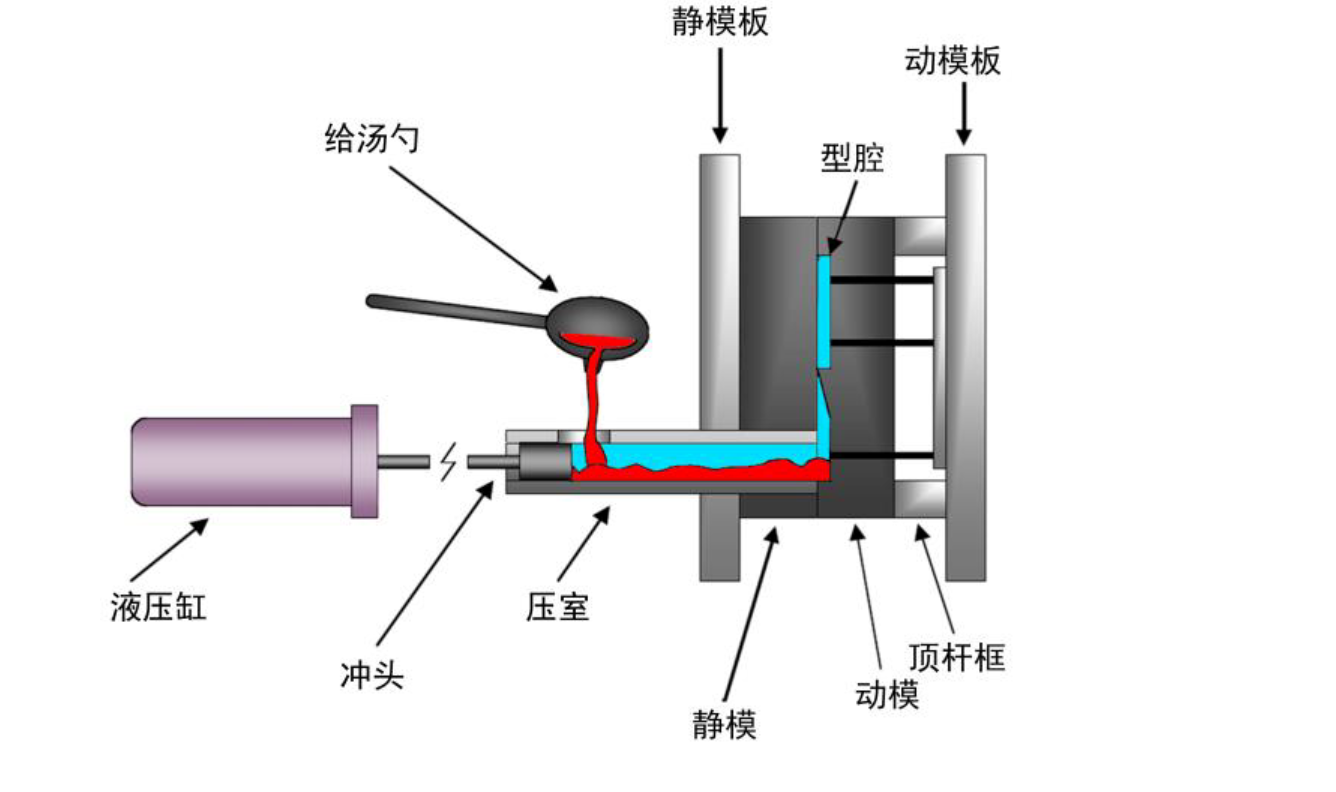
Cold Chamber Die Casting is primarily used for the production of aluminum die castings. In this process, a ladle is used to transfer the molten metal from the holding furnace into the unheated shot chamber or injection cylinder. The metal is then injected into the die using a hydraulic piston. The main drawback of this process is that it is relatively slower compared to the hot chamber die casting process.
Advantages of Die Casting
Versatility in Size: Die casting enables the production of parts with a wide range of shapes and sizes. Unlike other manufacturing processes like forging, die casting does not impose limitations on part shapes and often results in parts being produced at their net shape.
Enhanced Durability: Die castings are generally stronger than their plastic counterparts, even when thinner parts are involved. They can withstand a broad range of temperatures, making them suitable for use in harsh environments and extreme temperature conditions.
High Production Efficiency: The ability to produce complex parts at net shape with minimal or no machining requirements significantly reduces production time. As a result, die casting is recognized as one of the most efficient processes for mass-producing non-ferrous metal complex parts.
Environmentally Friendly Manufacturing: Unlike plastics, which take hundreds of years to fully degrade, die casting parts are primarily made from recycled materials. Approximately 95% of the metal used in die casting is recycled from salvaged parts, making it a sustainable material that can be reused without degradation. This makes die casting a green manufacturing technique.
Thinner Wall Castings: Die casting, due to the high pressure during the injection process, can produce parts with thinner wall thickness compared to sand casting or gravity die casting. This allows for lightweight construction and reduces the need for secondary operations.
Insert Casting: The die casting process allows for the casting of inserts to form specific features such as threaded inserts, heating elements, or high-strength bearing surfaces. This capability enhances the versatility and functionality of die cast parts.
Disadvantages of Die Casting
One of the primary disadvantages of die casting is the high production cost. Both the casting equipment required and the dies and related components are expensive compared to other casting processes. As a result, die casting is most cost-effective for large production volumes. Additionally, the process is limited to high-fluidity metals, and the casting weights must fall within the range of 30 grams to 10 kg. In the standard die casting process, the final casting may exhibit a small amount of porosity, which can prevent heat treating or welding. The expansion of gas in the pores during heating can lead to micro-cracks inside the part and exfoliation of the surface. Consequently, die casting is only suitable for parts where softness is acceptable, and it is not feasible for parts requiring hardening through processes such as through hardening or case hardening, as well as tempering.
Application of Our Die Castings
Our high-pressure die casting services find application across a diverse range of industries, including:
Recreational Vehicles: We take pride in offering superior die casting services to manufacturers in the recreational vehicle industry.
Medical: Our die casting company specializes in producing high-quality die castings for medical applications, including surgical instruments, hospital equipment, hospital bed gearboxes, and peristaltic pump pumps.
Traffic Lights: We are a leading die casting company for the manufacturing of housings for street and traffic light enclosures, PED boxes, and aluminum light enclosures.
Outdoor Lighting: Our expertise extends to expert aluminum die casting services for the production of outdoor lighting products, including walk light housings, bullet light fixtures, coach lights, and wall sconce fixtures. We also offer capabilities in LED and high-efficiency outdoor lighting.
Firearms: CFS Foundry is a top die casting company for the firearms industry, specializing in die casting trigger guards and other shotgun and rifle parts.
Industrial Equipment: Our die casting services cover the manufacturing of various types of industrial equipment, such as compressor and piston connecting rods, porter cable pump housings, wall mount bearing housings, industrial pumps, and air compressors. Our die castings offer enhanced strength and performance at a low unit cost, regardless of the product.
Telecommunications: We are an accomplished die cast manufacturer for telecom industry products, including electrical housings, connecting front face plates, waveguides, antenna mounts, and RF filters.
Die Casting Alloys in Keming Machinery:
Aluminum Die Casting:
Aluminum is the most commonly used alloy for the die casting process due to its wide range of applications. One of the key advantages of aluminum die cast parts is their lightweight nature, while still being able to withstand the highest operating temperatures among all die cast alloys. Aluminum also exhibits high dimensional stability for complex shapes and thin wall applications. Its corrosion resistance and good mechanical properties make it a preferred choice for various applications, from consumer electronic housing to marine applications. Additionally, its high thermal and electrical conductivity, along with EMI shielding properties, make aluminum die casting an excellent choice for enclosures in networking and telecommunication applications, providing effective heat dissipation for electronic components. The lightweight nature of aluminum die cast parts makes them ideal for handheld applications such as power tools and portable devices, and they are extensively used in automotive and aerospace applications for weight reduction and fuel efficiency. Furthermore, aluminum die casting parts are easy to machine for high precision requirements and can be chromated, anodized, painted, or powder coated without difficulty.
Zinc Die Casting:
Zinc die casting alloys are known for being the easiest to cast and generally result in longer tool life compared to aluminum and magnesium alloys, making zinc die cast parts economical to produce. Our zinc die casting facility comprises hot chamber machines ranging from 225 tons to 750 tons of locking pressure, enabling us to produce quality parts to net shape or near net shape specifications. Additionally, zinc die castings are easily machined for high precision requirements. The properties of zinc alloys also make them an excellent choice for various surface finishings such as electroplating, conventional painting, and powder coating.
With our die casting capabilities, we offer high-quality aluminum and zinc die castings at competitive prices. Our die castings are exported to overseas companies in countries such as the USA, UK, Australia, Canada, and South Africa. We provide OEM services to meet specific product requirements. Contact us to discuss your needs!